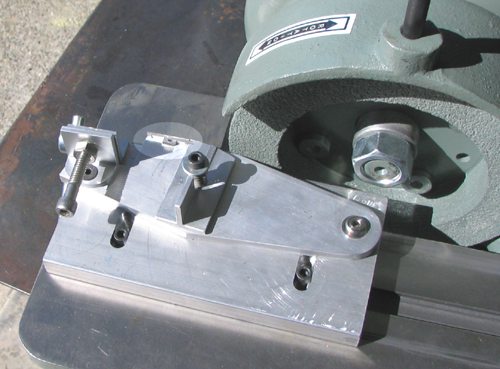
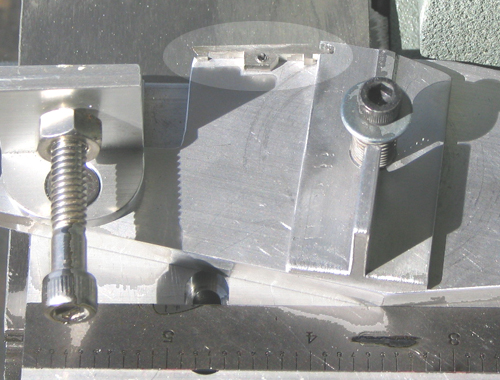
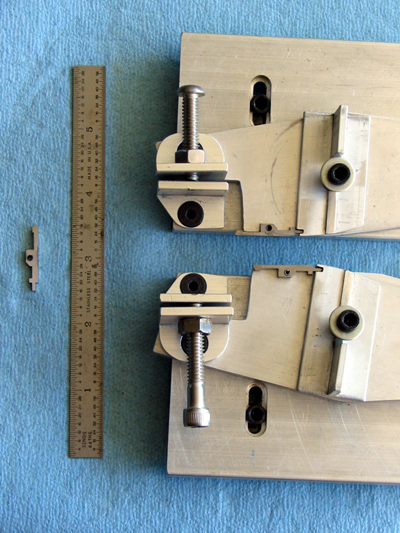
March marked a continuation of fun jobs. First up was more stuff for the rifle cleaning kit latches. Here are photos of fixtures I made for subsequent operations after the incorrect holes had been drilled out.
A brief aside: people frequently ask me why I left Santa Barbara and moved to that 'gawdawful dump' in Santa Rosa. Here's the view from my shop, after a storm on a Spring morning...
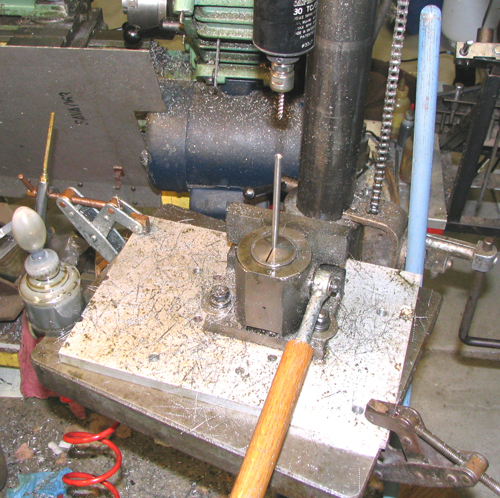
Faithful readers will recall I converted my bench-model drillpress to a floor model some time back This was the main reason for doing so..